一、镗孔空洞
镗孔加工的精度十分高,精镗孔的尺寸精度可达IT8~IT7,可将孔径适度在0.01MM精度以内。若为缜密镗孔,加工的精度可达 TT7- IT6,名义质地好。一般的镗孔,名义精糙度Ra值1.6~0.8μm
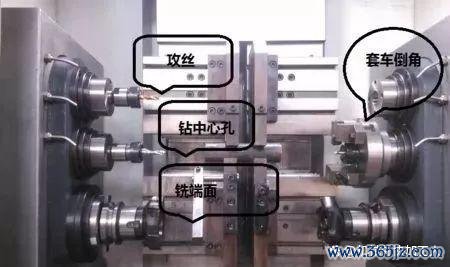
二、镗孔门径及证明事项
镗刀装配
装配镗刀使命部瑕瑜常伏击的,绝顶是针对摄取偏心旨趣的使命交流,装配镗孔刀后一定要证明不雅察镗刀的主刀刃上平面,是否与镗刀头的进给标的在归并水平面上?装配在归并水平面上才能保证几个切屑刃是在平淡的加工切削角度。
镗刀试镗孔镗刀按工艺制造条目交流预留0.3~0.5mm余量,扩镗、配镗孔按初孔余量交流粗镗余量≤0.5mm,必须保证心仪后续精镗加工余量。镗刀装配借出后,需进行试镗考据镗刀调试是否心仪粗镗条目镗孔条目镗削加工前仔细检讨工装、工件的定位基准、各定位元件是否融会可靠用卡尺检测待加工初孔的直径是几许?测算当前还有几许预留加工余量?镗孔加工前检讨修复(主轴)重迭定位精度、动态均衡精度是否心仪工艺加工制造条目卧加镗孔试镗进程中须检讨镗杆重力悬伸动态朝上值,合理修正切削参数减少加工离心剪切振动影响按粗镗、半精镗、精镗门径合理分派层镗削余量,粗镗余量约0.5mm为宜;半精镗、精镗余量约0.15mm,幸免半精镗因余量过大产生让刀欢悦影响精镗余量交流精度难加工材料、高精度镗孔(容差≤0.02mm)可增多缜密镗加工门径,镗削余量不小于0.05mm幸免加工面弹性让刀镗刀对刀进程中,须证明幸免镗刀使命部(刀片和刀座)与对刀块发生冲击,损坏刀片及刀座导向槽使镗刀交流值发生变化影响孔径加工精度镗削加工进程中证明保持冷却充分,增多加工部位的润滑效用以减少切削力各加工门径中严格排屑,退缩切屑参与二次切削影响孔径加工精度与名义质地镗削加工进程中随时检讨刀具(刀片)磨损进度,实时更换以保证孔径加工质地;精镗门径严禁更换刀片退缩过失12.每门径加工后须严格本质进程质地适度条目,仔细检测实质加工孔径并作念好记载,便于分析、交流完善镗孔加工
三、镗削加工主要问题
刀具磨损
在镗削加工中,刀具蚁合切削,易出现磨损和糟塌欢悦,缩短孔加工的尺寸精度,使名义粗豪度值增大;同期,微调进给单位标定出现非常,导致交流过失事加工孔径出现偏差以至激发居品性量故障。
刀片刃口磨损变化

加工过失
镗孔加工的加工过失响应在孔加工后的尺寸、形位及名义质地变化上,主要影响成分有:
刀杆长径比过大或悬伸过长
刀片材质与工件材质不匹配
镗削用量分辩理
余量交流分派分辩理
初孔孔位偏移导致余量周期性变化
工件材料高刚性或低塑性,刀具或材料呈让刀趋势
名义质地
镗削已加工名义的鱼鳞状或螺纹状切纹,是相比常见的名义质地欢悦:
主要因刀具的进给和转速不匹配形成

主要因镗削加工的刚性振动及刀具磨损形成

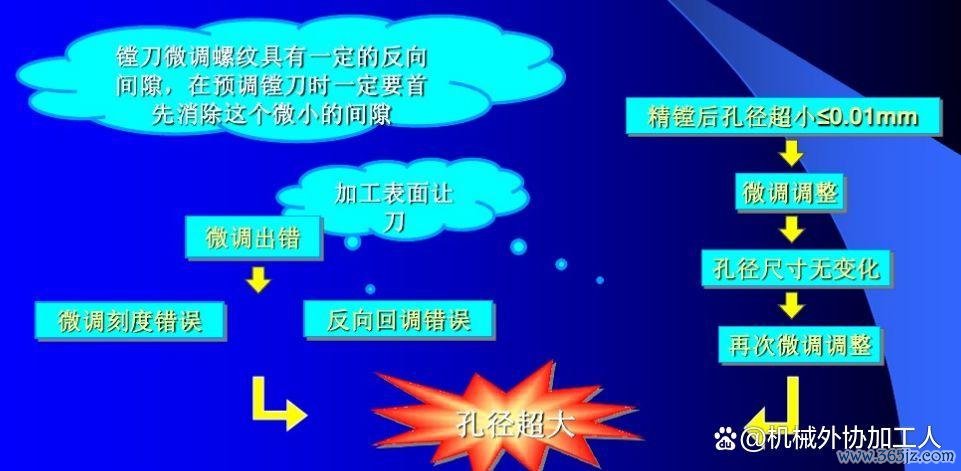
交流失实
镗削加工中由于需要操作主说念主员交流分派层吃刀量,在交流分派进刀余量进程中因操作失当易激发加工尺寸精度偏差。
测量过失
镗削加工中、加工后测量进程的量具使用失当、测量格式舛讹,是镗削加工中常见的质地隐患。
测量器具失实
测量要领不正确
典型镗孔加工质地问题分析
质地问题产生原因科罚有遐想开云体育(中国)官方网站


欧洲杯体育 请用您发家的金手指,点赞走一走,暴富到永远,上点心绪下点赞,不思暴富齐很难 谁能思到荧幕上阿谁让东说念主望风而逃的"常威",暗里里竟然是个坚握每天健身的贯开放东说念主? 谁又能敬佩《黑客帝国》里阿谁冷情的特工,本色上领有三张健身教学阅历文凭? 邹兆龙这位在银幕上怒斥风浪的铁汉演员,用我方特有的方式阐述着"邪派"的魔力。 当李连杰、甄子丹齐对他竖起大拇指时,你一定会钦慕到底是若何的实力,让这位"金牌邪派"在武打片的宇宙里站稳了脚跟? 从无名小卒到金牌邪派 提及邹兆龙的成名之路,可确凿
查看更多->
请用您发家的金手指,点赞走一走,暴富到永恒,上点善良下点赞,不思暴富都很难 说到香港文娱圈的据说故事,郑则仕的阅历皆备能排进前三! 这位昔日怒斥影坛的"肥猫",在奇迹最巅峰时创造了衔接斩获金像奖影帝的光芒,却因为一场交易投资的"滑铁卢",一夕之间背上了8000万的天价债务。 从豪宅搬进穷人区,从挥金如土到吃便捷面过活,这么的东说念主生放诞,险些比他演过的任何一部电影都要精彩。 不外这位老戏骨临了是怎么迎风翻盘的呢? 十年低谷咬牙坚捏 如若要问郑则仕这一世中最难堪的日子是什么技术,那一定是在19
查看更多->
请用您发家的金手指,点赞走一走,暴富到长久,上点激情下点赞,不思暴富王人很难 从街头卖唱到百亿影帝 文娱圈"神颜"当谈的年代,有这样一位仪容普通的男东谈主,用20多年时分完成了惊东谈主蜕变: 从青岛街头卖唱少年到"百亿票房"影帝,从没世无闻的配音学生到有名导演,他便是黄渤。 在一个个"背井离乡"的文娱圈新闻刷屏时,他却牢牢督察着阿谁陪他走过东谈主生低谷的普通女子。 当好多东谈主质疑他为何不找个"配得上"目下身价的女东谈主时,他笑着说了一句大真话: "成名后甩掉荆布妻,那如故东谈主吗?" 逆袭之
查看更多->

